
1 高強(qiáng)螺栓的定義
高強(qiáng)螺栓,顧名思義就是高強(qiáng)度的螺栓,按其受力形式主要分為大六角高強(qiáng)度螺栓和扭剪型高強(qiáng)度螺栓,目前我國(guó)采用8.8級(jí)、10.9級(jí)兩種強(qiáng)度性能等級(jí)的高強(qiáng)螺栓,大六角高強(qiáng)度螺栓8.8級(jí)有45號(hào)鋼和35號(hào)鋼兩種材質(zhì),10.9級(jí)有20MnTiB、40B和35VB剛,扭剪型高強(qiáng)度螺栓只有10.9級(jí),鋼號(hào)主要是20MnTiB鋼,墊圈常用45號(hào)或35號(hào)鋼制造,并經(jīng)過(guò)熱處理。大六角高強(qiáng)度螺栓連接副是有一個(gè)螺栓、兩個(gè)墊片、一個(gè)螺母組成,扭剪型高強(qiáng)度螺栓是有一個(gè)螺栓、一個(gè)墊片和一個(gè)螺母組成,
高強(qiáng)度螺栓是用特制的扳手上緊螺帽,使螺栓產(chǎn)生巨大而又受控制的預(yù)拉力,通過(guò)螺帽和墊板,對(duì)被連接件也產(chǎn)生了同樣大小的預(yù)壓力。在預(yù)壓力作用下,沿被連接件表面就會(huì)產(chǎn)生較大的摩擦力,顯然,只要軸力小于此摩擦力,構(gòu)件便不會(huì)滑移,連接就不會(huì)受到破壞,這就是高強(qiáng)度螺栓連接的原理。
高強(qiáng)度螺栓連接是靠連接件接觸面間的摩擦力來(lái)阻止其相互滑移的,為使接觸面有足夠的摩擦力,就必須提高構(gòu)件的夾緊力和增大構(gòu)件接觸面的摩擦系數(shù)。構(gòu)件間的夾緊力是靠對(duì)螺栓施加預(yù)拉力來(lái)實(shí)現(xiàn)的,所以螺栓必須采用高強(qiáng)度鋼制造,這也就是稱為高強(qiáng)度螺栓連接的原因。
2 高強(qiáng)螺栓的施工
2.1摩擦面的處理
高強(qiáng)螺栓摩擦面的處理方式有以下三種:
1)噴砂、噴丸、拋丸
噴丸、拋丸選用粒徑要求1.2~3.0mm,壓縮空氣壓力0.4~0.6MPa且不允許含有水分及任何油脂,噴距要求100~300mm,噴角要求900~450,噴砂、拋丸表面粗糙度達(dá)50~70μm,可不經(jīng)生銹期即可擰緊高強(qiáng)螺栓,但是施工必須嚴(yán)格遵守作業(yè)條件及注意事項(xiàng)。
2)砂輪打磨
可采用風(fēng)動(dòng)、電動(dòng)砂輪機(jī)對(duì)摩擦面進(jìn)行打磨,打磨方向應(yīng)與構(gòu)件受力方向垂直,打磨范圍不能小于4倍螺栓孔直徑,打磨后表面呈光亮色澤,打磨后必須經(jīng)一定的自然生銹周期,方可施工擰緊。
3)其他摩擦面加工方法
采用氧-乙炔焊槍火焰法,對(duì)處理表面加熱、應(yīng)全部除去氧化層,施工于對(duì)抗滑移系數(shù)不高的連接面場(chǎng)合,一般f=0.35.
2.2高強(qiáng)螺栓的驗(yàn)收、存放
1)螺栓、螺母、墊片均應(yīng)附有質(zhì)量證明書,并且符合設(shè)計(jì)要求和國(guó)家標(biāo)準(zhǔn)的規(guī)定,高強(qiáng)螺栓連接副出廠時(shí)必須隨箱帶有扭矩系數(shù)和緊固軸力(預(yù)拉力)的檢驗(yàn)報(bào)告。
2)高強(qiáng)螺栓入庫(kù)應(yīng)按規(guī)格、批次分類存放,同批內(nèi)因要配套使用,不得混放、混用,并且保存要注意防潮、防雨,如螺栓、螺母、墊圈存放時(shí)間過(guò)長(zhǎng)或有銹蝕,應(yīng)抽樣檢查緊固軸力,合格后方可使用,螺栓等不可被泥土、油污沾染,應(yīng)保持潔凈、干燥狀態(tài)。
3)施工現(xiàn)場(chǎng)需安裝的高強(qiáng)螺栓必須進(jìn)行連接副預(yù)拉力復(fù)驗(yàn),并出具復(fù)驗(yàn)報(bào)告,并且按照鋼結(jié)構(gòu)驗(yàn)收規(guī)范要求,進(jìn)行摩擦面抗滑移系數(shù)試驗(yàn),并出具試驗(yàn)報(bào)告。
2.3螺栓長(zhǎng)度的選用
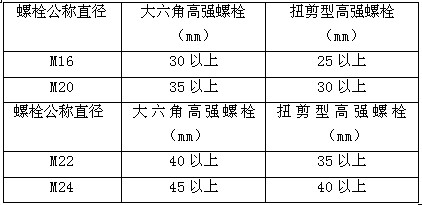
考慮到鋼構(gòu)件加工時(shí)采用鋼板一般均為正公差,有時(shí)材料代用也多是以厚代薄,所以連接總厚度增加3~4mm現(xiàn)場(chǎng)較多,大六角高強(qiáng)螺栓長(zhǎng)度為螺頭下支承面至螺尾的長(zhǎng)度, 選用螺栓長(zhǎng)度應(yīng)為被緊固連接板束的厚度加一個(gè)螺母和兩個(gè)墊圈的厚度,扭剪型高強(qiáng)螺栓的長(zhǎng)度為螺頭下支承面至螺尾切口處的長(zhǎng)度,選用螺栓長(zhǎng)度應(yīng)為被緊固連接板束的厚度加一個(gè)螺母和一個(gè)墊圈的厚度,具體一般螺栓長(zhǎng)度為連接板厚再加下表增加長(zhǎng)度并取5mm的整倍數(shù)。
表1 高強(qiáng)螺栓緊固長(zhǎng)度加長(zhǎng)值表
2.4高強(qiáng)螺栓的擰緊
1)調(diào)整扭矩扳手。施工用扭矩扳手的扭矩值應(yīng)在允許偏差范圍之內(nèi),其誤差應(yīng)控制在±5%以內(nèi),校正用的扭矩扳手,其誤差應(yīng)控制在±3%以內(nèi),當(dāng)施工采用電動(dòng)扳手時(shí),再調(diào)好檔位后應(yīng)用扭矩測(cè)量扳手反復(fù)校正電動(dòng)扳手的扭矩值與設(shè)計(jì)要求是否一致。
2)正確認(rèn)識(shí)扭矩值。施工扭矩值應(yīng)符合規(guī)范要求,如果扭矩值過(guò)高,造成螺栓超負(fù)載運(yùn)行,隨著時(shí)間過(guò)長(zhǎng),會(huì)使高強(qiáng)度螺栓產(chǎn)生裂紋等缺陷,如果扭矩值過(guò)低,會(huì)使螺栓達(dá)不到預(yù)定緊固值,從而造成鋼結(jié)構(gòu)連接面摩擦系數(shù)下降,承載能力下降,因此在施工中要每天用扭矩測(cè)量扳手檢測(cè)手動(dòng)扳手的緊固位置是否正常,檢查電動(dòng)扳手的顯示信號(hào)是否靈敏,防止超擰或緊固不到位。
3)扭矩值的確定。施工中施擰扭矩值可按下式計(jì)算:
T=P×d×K
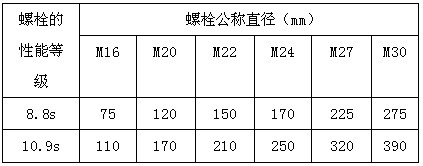
其中T為施工扭矩值,P為螺栓預(yù)拉力,d為螺栓公稱直徑,K為扭矩系數(shù),取值在0.11~0.15之間,各類螺栓預(yù)拉力標(biāo)準(zhǔn)值取值如表2:
表2 高強(qiáng)螺栓預(yù)拉力標(biāo)準(zhǔn)值取值表
因此,施工中扭矩值可以按照上式確定,實(shí)際施工中扭矩值必須交底到位,讓施工人員明確。
4)高強(qiáng)螺栓的緊固。高強(qiáng)螺栓全部安裝就位后,可以開始緊固,緊固方法一般分兩次進(jìn)行,即初擰和終擰,應(yīng)將全部高強(qiáng)螺栓進(jìn)行初擰,初擰扭矩應(yīng)為標(biāo)準(zhǔn)扭矩的60%~80%,第二次緊固為終擰,終擰宜用電動(dòng)扳手,大六角高強(qiáng)度螺栓要緊固到標(biāo)準(zhǔn)值,偏差不大于±10%,扭剪型高強(qiáng)度螺栓應(yīng)將梅花卡頭擰掉。
5)緊固順序一般從接頭剛度大的地方向不受拘束的自由端順序進(jìn)行,或者從栓群中心向四周擴(kuò)散方向進(jìn)行,這是因?yàn)檫B接鋼板翹曲不牢時(shí),如從兩端向中間緊固,有可能使拼接板中間鼓起而不能緊貼,從而失去部分摩擦傳力作用。
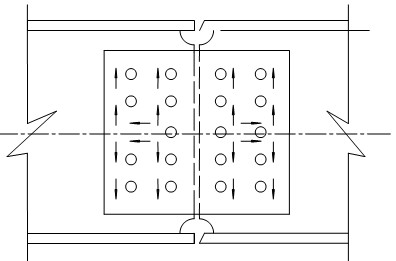
圖2 節(jié)點(diǎn)高強(qiáng)螺栓施工示意圖 (鋼結(jié)構(gòu)連接用高強(qiáng)螺栓的施工)
3 高強(qiáng)螺栓的質(zhì)量要求
3.1 摩擦面的質(zhì)量要求
摩擦面應(yīng)平直,翹曲、變形必須進(jìn)行校正,確保摩擦面的緊貼,,緊貼面積要在70%以上,用0.3mm塞尺檢查,插入深度面積之和不得大于總面積的30%,邊緣zui大間隙不得大于0.8mm,摩擦面板邊、螺栓孔邊應(yīng)無(wú)毛刺,摩擦面嚴(yán)禁有氧化鐵皮、毛刺、焊疤、油漆和油污等,表面應(yīng)呈鐵色,并且無(wú)明顯的不平,處理好的摩擦面必須進(jìn)行防護(hù)。
3.2 摩擦面間隙的處理
因鋼板厚度公差或制作偏差等產(chǎn)生的接觸面間隙,當(dāng)間隙值小于1mm時(shí),可不處理;當(dāng)間隙值為1.0~3.0mm時(shí),應(yīng)將高出一側(cè)磨成1:10的斜面,打磨方向應(yīng)與受力方向垂直;當(dāng)間隙值大于3.0mm時(shí),應(yīng)加墊板,墊板兩面的處理方法與摩擦面相同。
3.3 制孔精度的控制
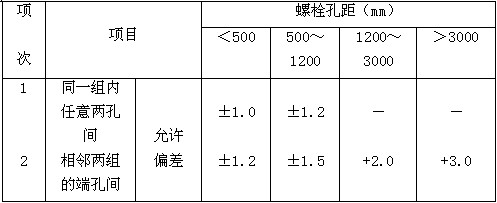
高強(qiáng)螺栓的施工,對(duì)連接件的制孔精度要求比較嚴(yán)格,實(shí)際施工中不允許進(jìn)行氣割擴(kuò)孔,并且不允許強(qiáng)行打入,高強(qiáng)度螺栓連接構(gòu)件的栓孔孔徑應(yīng)符合設(shè)計(jì)要求,孔徑允許偏差應(yīng)符合表3的規(guī)定,連接構(gòu)件栓孔孔距的允許偏差應(yīng)符合表4的規(guī)定。
表3高強(qiáng)度螺栓連接構(gòu)件制孔允許偏差表
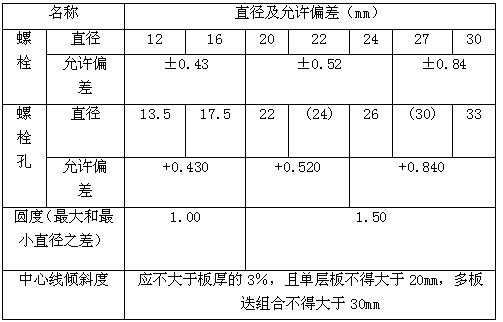
表4 高強(qiáng)度螺栓連接構(gòu)件孔距允許偏差表
高強(qiáng)螺栓安裝不上時(shí),不得強(qiáng)行打入孔內(nèi),以免螺紋損傷,影響預(yù)緊效果,而且是孔壁受擠壓,螺栓受剪,改變高強(qiáng)螺栓受力狀態(tài),而起不到高強(qiáng)螺栓的作用,也不允許氣割割孔,要用絞刀絞孔,修孔時(shí)要使板層緊貼,以防鐵屑進(jìn)入板縫,絞孔后要用砂輪機(jī)清空孔邊毛刺,并清除鐵屑。
3.4 螺栓的配套使用
螺栓、螺母和墊圈不能隨意互換使用。高強(qiáng)螺栓的螺母和墊圈,生產(chǎn)廠已經(jīng)試驗(yàn)互相配套,使扭矩系數(shù)為定值,互換使用會(huì)使扭矩系數(shù)發(fā)生變化,達(dá)不到要求的預(yù)緊力,使用時(shí)松扣,影響連接質(zhì)量。
3.5 高強(qiáng)螺栓的擰緊
高強(qiáng)螺栓不允許采取一次終擰而成或不按要求次序緊固。這樣將使螺栓的部分緊固軸力消耗在克服鋼板的變形上,當(dāng)它周圍的螺栓緊固后,軸力被分?jǐn)偠档停淮送猓瑸槭孤菟ㄈ菏芰鶆颍鯏Q和終擰都應(yīng)按從中間向外側(cè)緊固的順序進(jìn)行,以免造成中間起鼓,使部分軸力消耗在克服變形上,是預(yù)緊力不足,摩擦系數(shù)降低而影響連接強(qiáng)度。
3.6 螺栓終擰的檢查
扭剪型高強(qiáng)螺栓終擰結(jié)束后,應(yīng)以目測(cè)全部擰掉尾部梅花卡頭為合格,大六角頭高強(qiáng)度螺栓終擰結(jié)束后,要求用0.3~0.5kg的錘逐個(gè)敲檢,同時(shí)要進(jìn)行扭矩檢查,要求是在終擰后1~24h內(nèi)將螺母退回300~500,再擰至原位測(cè)定扭矩,該扭矩與檢查扭矩的偏差應(yīng)在檢查扭矩的±10%以內(nèi)為合格,發(fā)現(xiàn)有欠擰、漏擰應(yīng)補(bǔ)擰,超擰者必須更換。
3.7 成品保護(hù)
已經(jīng)終擰的節(jié)點(diǎn)和摩擦面應(yīng)保持清潔整齊,防止油、塵土污染,已經(jīng)終擰的節(jié)點(diǎn)應(yīng)避免過(guò)大的局部撞擊和氧-乙炔烘烤。
4.結(jié) 語(yǔ)
隨著我國(guó)經(jīng)濟(jì)的快速發(fā)展,高強(qiáng)螺栓節(jié)點(diǎn)形式應(yīng)用會(huì)更加廣泛,因此必須明確該種連接方式的原理、施工及質(zhì)量要求,更好的完成施工。

擊這里給我發(fā)消息")
會(huì)員_a.png)